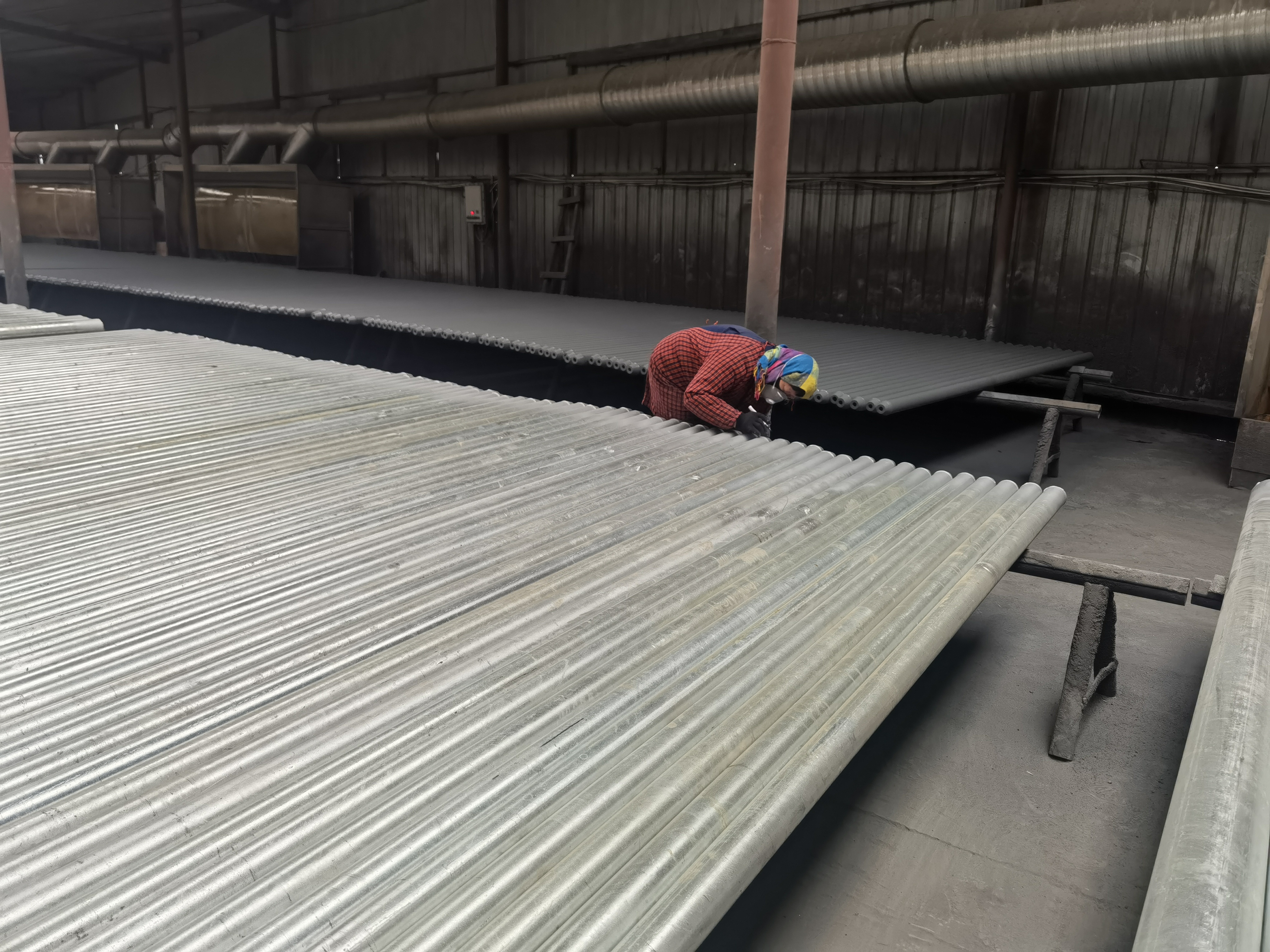



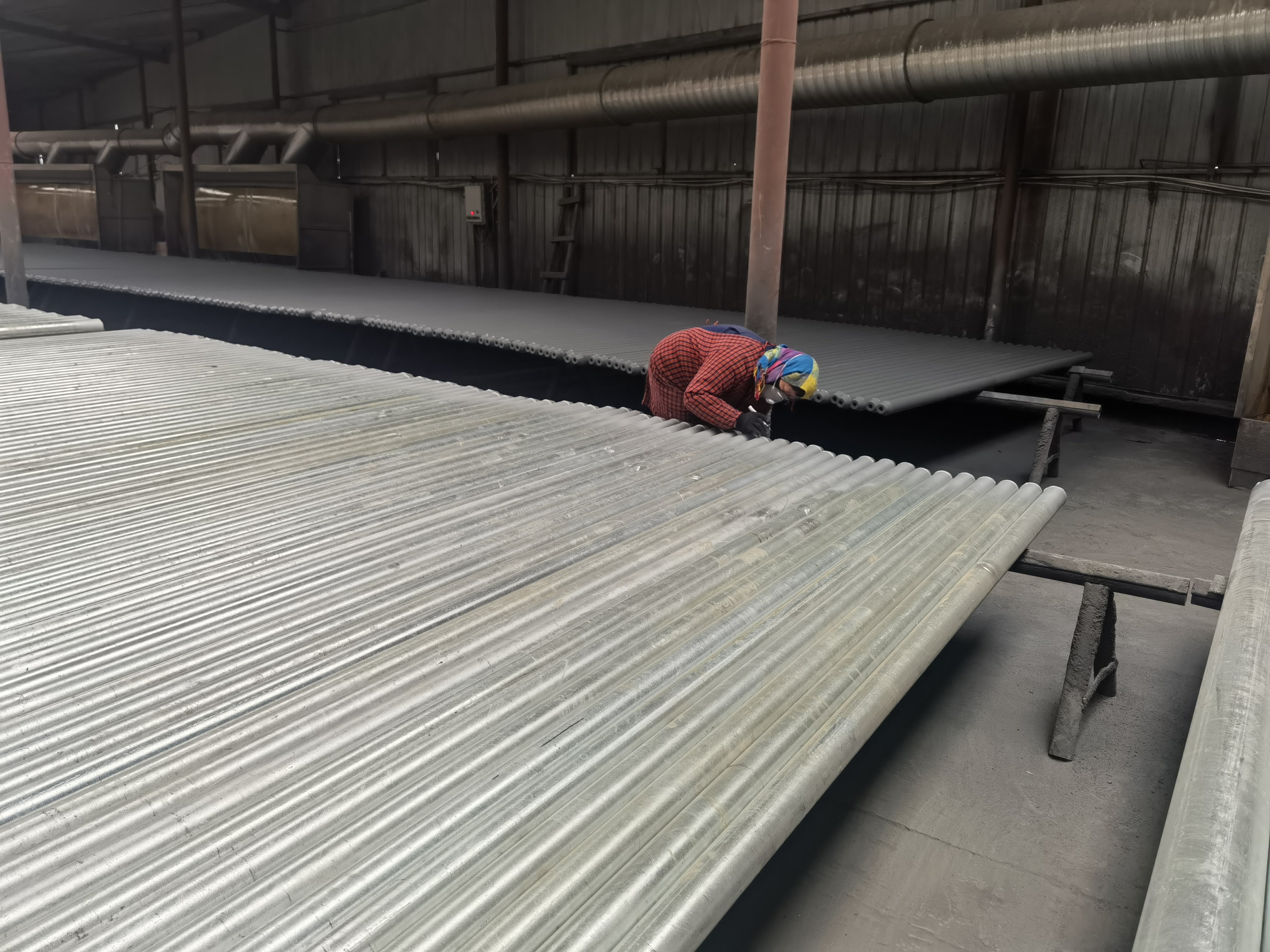




Proses peledakan dan penghilangan karat rangka ruang baja
Peledakan tembakan
Shot blasting adalah dengan menggunakan gaya sentrifugal dari impeller pada mesin shot blasting saat berputar dengan kecepatan tinggi, dan proses shot blasting sangat tinggi.
Kecepatan linier baja ditembakkan ke permukaan baja yang akan dirawat, menghasilkan efek tiupan dan penggilingan, dan kerak oksida pada permukaan baja dihilangkan.
dan karat, dan menghasilkan kekasaran tertentu.Peledakan tembakan sangat efisien dan dapat dilakukan di lingkungan tertutup.
Peledakan tembakan dan tingkat penghilangan karat;
(1) Peledakan tembakan ringan dan penghilangan karat.Permukaan baja harus bebas dari lemak atau kotoran yang terlihat dan bebas dari kerak oksida yang kuat, karat dan lapisan cat serta bahan tambahan lainnya;
(2) Peledakan tembakan dan penghilangan karat secara menyeluruh.Permukaan baja harus bebas dari lemak atau kotoran yang terlihat dan bebas dari kerak oksida yang kuat, karat dan lapisan cat serta bahan tambahan lainnya;
(3) Peledakan tembakan dan penghilangan karat yang sangat teliti.Permukaan baja harus bebas dari minyak atau kotoran yang terlihat, kerak, besi yang menempel seperti karat dan pelapis cat, sisa-sisanya hanya boleh berupa noda kecil berupa titik-titik atau strip;
(4) Peledakan tembakan dan penghilangan karat untuk membuat permukaan baja bersih.Permukaan baja harus bebas dari lemak atau kotoran yang terlihat, kulit oksidasi, karat dan lapisan cat dan bahan tambahan lainnya, yang menunjukkan kilau logam yang seragam;